

- загальні поняття
- Сварка на прямий полярності
- Сварка на зворотній полярності
- Визначення необхідної полярності
- Про особливості вибору електродів
- Особливості прямої полярності при зварюванні інвертором
- Що може дати зворотна полярність?
- Вплив постійного і змінного струму на шов
- Чим обумовлюється вибір полярності при зварюванні інвертором?
- Матеріал покриття електрода
- особливості шва
- Тип струму
- Відео: Як електродом прорізати рівне отвір
- Чим обумовлений вибір полярності
- Особливості зварювання струмом прямої полярності
- Особливості зварювання струмом зворотної полярності
- висновок
- Сварка струмом прямої та зворотної полярності
- Чим обумовлений вибір полярності?
Наша сеть партнеров Banwar
Електродугове зварювання може здійснюватися за допомогою обладнання, що виробляє постійний або змінний струм . Якщо робота на змінному струмі не має нюансів в питанні правильного підключення маси і утримувача електрода, то при зварюванні на постійному струмі полярність зварювальних електродів має велике значення.
загальні поняття
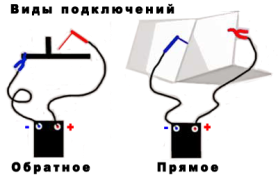
Залежно від того який полюс зварювального автомата підключений до держателю, визначається тип і особливості режиму зварювання:
- Сварка на прямий полярності передбачає підключення позитивного полюса до з'єднувальних заготівлях (масі), і негативного до держателю електрода.
- Для виконання робіт при зворотної полярності полюси міняються місцями (плюс на тримач, мінус на масу).
Незважаючи на те, яка полярність електродів застосовується, зварювання на постійному струмі має загальні особливості в порівнянні з застосуванням змінної напруги:
Сварка на прямий полярності
При такому способі підключення електродів більшого нагрівання піддається заготовка, а не електрод. Такий режим характеризується виділенням значно більшої кількості тепла.
Тому зварювання на прямої полярності рекомендована для виконання наступних операцій:
- Різання металу будь-яким типом електродів.
- Сварка заготовок значної товщини.
- Робота з металами, що мають більш високу температуру плавлення.
Саме в цих випадках потрібно розігрів оброблюваних деталей до більш високих температур, для виконання цих робіт потрібно значне тепловиділення.
Сварка на зворотній полярності
 В даному випадку більшого розігрівання піддається електрод, тому на заготовку передається меншу кількість теплової енергії.
В даному випадку більшого розігрівання піддається електрод, тому на заготовку передається меншу кількість теплової енергії.
Завдяки цьому електроди зворотної полярності дозволяють виконувати роботи в більш м'якому (делікатному) режимі.
Це актуально в багатьох випадках, наприклад, зварювання нержавіючої або тонкої листової сталі, сплавів, чутливих до теплового впливу.
Так само таке підключення використовується для робіт в середовищі захисних газів або під флюсом.
Визначення необхідної полярності
Про те, як визначити полярність електродів при зварюванні, існує безліч суперечок, при цьому кожна сторона наводить правильні, здавалося б доводи. Противники зазначеної вище версії посилаються на підручники з технології зварювального виробництва , Видані ще в середині минулого століття, вважаючи, що відомості зазначені в них найбільш правильні.
Але варто враховувати те, що з тих пір відбулося істотне вдосконалення зварювальної техніки і витратних матеріалів. Тому грунтуватися на рекомендаціях, що стосуються застарілих технологій, все-таки не варто. Найбільш правильним вважається саме описаний вище вибір полярності.
Існує ще одна група зварників, які вважають, що будь-які роботи краще (вірніше зручніше) виконувати виключно на зворотній полярності. Це пов'язано в першу чергу з тим, що в такому режимі електроди менше липнуть і відсутній ризик пропалювання металу. Але поява инверторной зварювальної техніки вирішило і цю проблему.
Варто звертати увагу і на тип електродів. Існують марки, які можуть застосовуватися тільки за прямої або зворотної полярності, порушення рекомендацій виробника може не тільки ускладнити процес зварювання, а й зробити її неможливою в принципі.
На сьогоднішній день виробники вже пропонують електроди, здатні працювати при будь-якій напрузі і різної полярності.
Правильний вибір полярності підключення електродів сприяє спрощенню зварювального процесу і підвищенню якості шва.
Перш ніж розбиратися з полярністю при зварюванні інвертором, слід зрозуміти базові принципи зварювальних технологій , З урахуванням впливу на робочий процес найбільш важливих факторів.
Опис зварки: позначення всіх компонентів
Електродугової спосіб зварювальних робіт відрізняється від традиційного газового великою кількістю важливих особливостей. Одним з головних відмінностей можна вважати температурний режим - температура створюваної зварювальним апаратом дуги здатна досягати + 5000 ° С, що значно більше значень плавлення більшості відомих металів. Даний факт впливає на велике розмаїття способів зварювального процесу і зварювальних технологій (що дозволяє вирішувати найрізноманітніші завдання).
Про особливості вибору електродів
Для зварки використовується кілька типів електродів, що володіють різноманітними властивостями. Параметри електродуги при створенні швів в різних просторових положеннях теж можуть відрізнятися, в залежності від:
Типи електродів для зварювання
- постійного або змінного струму;
- прямої або зворотної полярності;
- швидкості зварювального процесу;
- напруга дуги;
- діаметр і марка електрода.
Вибираючи електрод, слід враховувати такі фактори як:
- просторове розташування шва;
- кількість зварювальних шарів;
- товщина оброблюваного металу.
З урахуванням всіх зазначених факторів, підбирається оптимальна сила електроструму і необхідна полярність. Якщо використовується постійний струм з зворотною полярністю, то на електроді з'являється велика кількість тепла, що зручно при зварюванні тонких металів - це допомагає уникати їх прожогов. При зварюванні інвертором зворотна полярність також використовується для високолегованих сталей, щоб запобігти їх перегрів.
Для більшості інших випадків застосовується змінний струм, оскільки він значно дешевше.
Особливості прямої полярності при зварюванні інвертором

Апарат для автоматичного зварювання труб
Сварка з використанням прямої полярності - це коли струм зі зварювального випрямляча подається позитивним зарядом на заготовку, яка потрібно обробити. Клема апарату, на якій розташований «плюс», приєднується до виробу, а на електрод зі значенням «мінус» подається негативний заряд.
У анода (який представляє з себе позитивний полюс), температура вище, ніж у негативного полюса - катода. Метод прямої полярності добре підходить для зварювання виробів з товстими стінками, для різання металевих конструкцій, а також для інших ситуацій, при яких потрібно виділення великої кількості тепла.
Що може дати зворотна полярність?
Зворотній полярність - для делікатного зварювання
Застосування зворотної полярності при зварюванні інвертором тягне за собою зворотний порядок підключення: мінусова клема з негативним зарядом подається на зварювану конструкцію, а плюсова клема з позитивним зарядом приєднується до електрода. В результаті цього значні обсяги теплової енергії утворюються на кінці електрода, а зварювана заготівля нагрівається слабо. Це дає можливість проводити «делікатну» зварювання.
Навіщо це потрібно? При зварюванні інвертором зворотна полярність використовується, якщо існує висока ймовірність пропалити заготовку. Таке буває при роботі з легованими і нержавіючими сталями, а також у випадку з різними сплавами і тонколистовими конструкціями. Крім того, зворотна полярність застосовується при зварюванні електродугою і при флюсового зварюванні.
Вплив постійного і змінного струму на шов
Постійний струм дає можливість робити більш акуратний шов і знижувати до мінімуму кількість металевих бризок, тому що не потрібно часто змінювати полярність (на відміну від змінного).
Щоб запобігти можливим пропали при зварюванні як з позитивним, так і з негативним зарядом, рекомендується користуватися притискної струбциной.
Чим обумовлюється вибір полярності при зварюванні інвертором?

Електроди мають кілька видів покриття
Матеріал покриття електрода
Наприклад, вугільні електроди дуже сильно розігріваються під час зварювання з зворотною полярністю, і внаслідок цього швидко руйнуються. Що стосується дроту без покриття, то вона краще горить в разі прямої полярності, а на звороті - може зовсім не горіти, якщо використовується змінний електрострум.
особливості шва
Режим зварювання безпосередньо впливає на глибину провару і ширина утворюється шва. Чим вище сила електроструму, тим більше збільшується глибина, на яку проплавлівается метал. Це відбувається через зростання погонной енергії дуги (залежить від рівня тепла, що проходить через шов). Також при збільшенні сили струму піднімається тиск, який впливає на поверхню розплаву. Надмірно високий тиск може призвести до витіснення розплавленого металу з-під дуги, внаслідок чого деталь можна проплавити наскрізь.
Тип струму

Для різання металу зварюванням використовують постійний струм
Постійний струм, що має зворотну полярність, дає можливість забезпечити значно більшу глибину проплавлення, ніж постійний струм, який має пряму полярність. Це відбувається через те, що на аноді з катодом утворюються різні обсяги теплової енергії. Також слід мати на увазі, що чим вище швидкість зварювального процесу, тим менше глибина провару і ширина шва.
Відео: Як електродом прорізати рівне отвір
якісне зварене з'єднання , При роботі з апаратами постійного струму, багато в чому залежить від їх налаштувань. Навіть найпростіший інвертор має не тільки налаштування сили струму, але і полярності. Найчастіше, за умовчанням встановлена пряма полярність при зварюванні і ви можете роками працювати зі своїм інвертором, не знаючи всіх його можливостей. Якщо у вас виникла необхідність зварити високолеговану сталь або не виходить домогтися якісного шва, то знання всіх тонкощів налаштувань вам просто необхідні. Про те, яка буває полярність і як вона впливає на зварювальні роботи ми і поговоримо.
Сварка постійним струмом має на увазі наявність гнізда, для підключення до «+» і «-» зварювального апарату. Залежно від того, куди підключена маса, а куди електрод і розрізняють полярність.
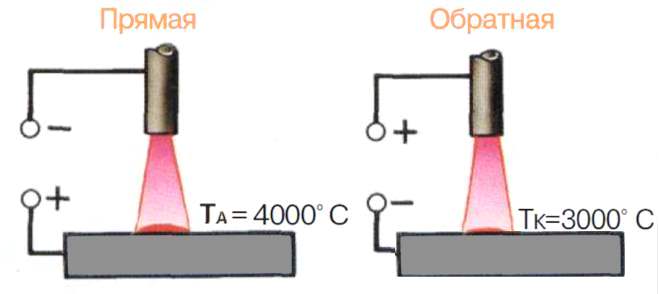
- Пряма полярність - схема підключення, при якій до плюсового гнізда приєднується маса, а до мінуса - електрод. При цьому рід і полярність струму обумовлює існування анодного і катодного плям. При такому підключенні анодное (більш гаряче) утворюється на стороні заготовки.
- Зворотній полярність - маса приєднана до мінуса, а електрод до плюса. На зворотній полярності при зварюванні постійним струмом анодное пляма з більш високою температурою , Утворюється на протилежному боці, тобто - електроді.
Зверніть увагу! Сварка змінним струмом на увазі самостійну зміну полярності до сотні раз в секунду, тому в таких випадках дотримуватися схему підключення не має сенсу.
Чим обумовлений вибір полярності
Змінюючи тип підключення, можна сконцентрувати нагрів або на зварюваної деталі або на електроді (переміщаючи анодное пляма). За нагрівання відповідає плюсове гніздо, тому при прямому підключенні, коли плюс приєднаний до металу спостерігається більший нагрів зварного з'єднання, а при зворотній полярності більше гріється електрод.
Завдяки цій особливості ми можемо вибирати схему підключення виходячи з:
- Товщини металу. Якщо ми зварює товсті деталі або середньої товщини, то підійде пряме підключення, при якому тепло, сконцентроване на виробі допоможе отримати більш глибокий шов і якісний проварена. Також цей вид підключення підходить для відрізання металів різної товщини. Тонкі метали найкраще зварювати при зворотній полярності, концентруючи більшу частину тепла на електроді. Таким чином деталь не буде піддаватися перегріву, а сам електрод буде плавитися швидше.
- Типу металу. Можливість змінювати локалізацію теплового плями допомагає підібрати найбільш ефективні схеми роботи для різних металів. Наприклад, якщо ми варимо нержавіючі стали або чавун, то необхідно зворотне підключення, що допомагає уникнути перегріву сплаву і формування тугоплавких сполук. Для алюмінію необхідно пряме підключення інакше пробитися через оксиди буде дуже складно. Перед початком робіт уважно вивчіть рекомендації по настройки апарату до конкретного сплаву.
- Типу електрода або дроту. Як і метали, електроди мають свої особливості температурних режимів, в більшій мірі пов'язаних з типом флюсу. Наприклад, для роботи з вугільними електродами можна використовувати зворотну полярність інакше флюс перегріється і електрод прийде в непридатність. Щоб підібрати налаштування, яка підходить для вашого електрода дивіться на тип дроту і флюсу або скористайтеся рекомендаціями виробника. Говорячи про дротах для напівавтоматів, то вони теж мають рекомендації, щодо підключення мінуса і плюса апарату.
Тепер ви знаєте, що може вплинути на настройки підключення. Бувають випадки, коли метал вимагає одних, а електрод зовсім інших параметрів. У таких випадках слід шукати компроміси, підлаштовуючи силу струму і робочі цикли.
Запам'ятайте! Тип підключення не залежить від просторового положення.
Особливості зварювання струмом прямої полярності
Пряма полярність при роботі з постійним струмом має ряд особливостей. Деякі з них, ми вже перерахували, на інші варто звернути особливу увагу:
- зварений шов виходить глибоким, але досить вузьким.
- підходить для більшості сталей, товщиною від 3-х мм.
- кольорові метали із застосуванням вольфрамового стержня варяться тільки прямий полярністю.
- характеризується стабільною дугою і як наслідок - більш якісним швом.
- заборонено використовувати електроди для зварювальних апаратів змінного струму.
- краще підходить для різання металу.
Особливості зварювання струмом зворотної полярності
Як і пряма, зворотна полярність при зварюванні інвертором має ряд особливостей, знаючи які ви зможете уникнути ряду помилок, властивих новачкам. Варто виділити такі особливості:
- при зварюванні постійним струмом на зворотній полярності шов виходить менш глибоким, але більш широким
- відмінно підходить для зварювання тонких металів і середньої товщини. При роботі з товстими заготовками якість шва різко знижується.
- заборонено працювати зворотною полярністю з електродами, чутливими до перегріву.
- при низьких токах спостерігається значне зниження якості зварного шва через що скаче дуги.
- крім зворотного підключення, для роботи з високолегованої сталі слід строго дотримуватися рекомендацій про робочому циклі і охолодженні заготовки.
висновок
Зварювальні апарати постійного струму, такі як інвертори або напівавтомати - досить прості, щоб використовувати в побуті. Саме тому попит і пропозиція цих пристроїв на ринку постійно зростає. Цьому сприяє їх доступність, дешевизна і постійним струмом варити простіше, ніж змінним. Однак щоб отримати якісне, красиве і довговічне зварене з'єднання потрібно знати ряд технологічних особливостей, в тому числі призначення і види полярності. Завдяки знанням з цієї статті і джерела постійного струму своїми руками ви зможете виконати будь-які зварювальні роботи. Головне - ретельний підхід до роботи і дотримання всіх захисних заходів.
Щоб відповісти на питання навіщо міняти полярність при зварюванні електродами, для початку потрібно розібратися які види полярності бувають, як і в яких випадках їх використовувати.
Сварка електричною дугою може здійснюватися на обладнанні яке виробляє або постійний, або змінний струм.
При роботі на змінному струмі не має значення куди підключати «плюс», «мінус», так як при зварюванні на постійному струмі підключення має велике значення. Можна сказати, що полярність при зварюванні - це основа якості зварювання. Полярність забезпечує якість зварювання матеріалу. При зварюванні постійним струмом, зварювальний дуга буває прямий або зворотній полярності.
При прямій полярності «плюс» підключається до з'єднувальних заготівлях (масі), відповідно «мінус» підключається на тримач електрода; при зворотній полярності «плюс» підключається на електрод, «мінус» підключається на деталь. Міняти полярність потрібно в залежності від того яке завдання зварювання потрібно виконати. На «плюсі» тепла виділяється більше, ніж на «мінусі».
Пряма полярність використовується при зварюванні кольорових металів (мідь, латунь, алюміній), так як вони мають велику теплопровідність, в результаті отримуємо велику температуру в місці нагріву, що дозволяє перевищити температуру плавлення кольорового металу, особливо це важливо для алюмінію, так як спочатку треба здолати оксидну плівку. У неї температура плавлення суттєво вище в порівнянні з самим металом.
На прямій полярності так само краще працювати з великими, масивними деталями. При прямій полярності виходить більш сконцентрована і вузька електрична дуга, отже метал проплавляется глибше, шов виходить більш якісний, що відбувається завдяки тому, що напрямок руху електронів постійне і при зварюванні не відбувається великого розбризкування розплавленого металу. Також при використанні прямої полярності можна робити різання металу незалежно який тип електрода використовується.
Зворотній полярність використовується при зварюванні високолегірованих сталей, тонколистових металів, нержавіючої сталі, так як температура для їх зварювання потрібна невелика. Недоліком підключення зворотної полярності є те, що електрична дуга «гуляє», відповідно шов виходить менш герметичним і красивим, але при такому підключенні майже повністю виключається можливість пропалити зварюваний матеріал.
Отже міняти полярність потрібно в залежності від того, яке завдання зварювання необхідно виконати і вірно обраний вид полярності підключення електродів сприяє тому, що якість шва буде вище, а процес зварювання стане набагато простіше.
На відміну від традиційної газового зварювання електродугової спосіб відрізняється рядом особливостей. Однією ізсамих значущих з них вважається температура дуги, здатна сягає 5000 ºС, що набагато перевищує температуру плавлення будь-якого з існуючих металів. Цим частково пояснюється широке розмаїття методів і технологій даного способу зварювання, що дозволяють рішення з її допомогою самих різних завдань і цілей застосування.
В зварці можливе використання декількох типів дуги, електродів з різними властивостями і різних ступенів механізації. При цьому процес може вестися електродугою, що живиться струмами різного роду (постійним або змінним), на прямий і зворотній полярності в зварюванні швів різних просторових положень. Крім зазначених факторів, для режиму зварювання мають велике значення швидкість її проведення, діаметр, тип з маркою електрода і напруга дуги з силою зварювального електроструму. Кожен з цих параметрів здатний істотно впливати на хід процесу і вимагає ретельного обліку в режимі зварювання.
У підборі діаметра електрода, крім товщини оброблюваних металів, має значення розташування шва в просторі, а також число шарів зварювання. З різних варіантів просторових положень краще нижню як найзручніше. Виходячи з обраного діаметра електрода, з огляду на розташування шва, встановлюють силу зварювального електроструму. У визначенні його роду з полярністю, крім товщини оброблюваного металу, впливає його вид з фізико-хімічними властивостями.
В ході зварювання на постійному струмі зворотної полярності утворюється великий обсяг тепла на електроді. Тому вона використовується для тонких металів, допомагаючи уникнути їх прожогов. Також необхідна зворотна полярність при зварюванні інвертором для обробки високолегованих сталей, щоб не перегрівати їх. У всіх інших випадках зазвичай застосовується змінний струм як дешевший в порівнянні з постійним.
Сварка струмом прямої та зворотної полярності
Сварка з прямою полярністю означає, що в її процесі струм подається від зварювального випрямляча на оброблювану заготовку позитивним зарядом. При цьому клема «плюс» апарату з'єднується за допомогою кабелю з виробом. На електрод, підключений до клеми «мінус», відповідно, подається за допомогою електродотримача негативний заряд. Анод, який є позитивним полюсом, має температуру вище, ніж службовець негативним полюсом катод. Тому застосування електрострумів прямоїполярності доцільно в зварюванні заготовок з товстими стінками. Також воно виправдане для різання металевих виробів і в інших ситуаціях, що вимагають виділення значної кількості тепла, ніж та характеризується даний тип підключення.
При виробництві зварювання струмом зворотної полярності необхідний протилежний порядок підключення. Негативний заряд від мінусової клеми подається на зварювану конструкцію, а позитивний заряд від плюсової клеми направляється на електрод. При даній полярності зварювального електроструму, в порівнянні з прямим підключенням, більший обсяг теплоти утворюється на електродному кінці при відносно меншому нагріванні заготовки, що сприяє проведенню «делікатній» зварювання.

Нею користуються при наявності ймовірності прожога заготовок. Тому зварювання електродами зворотною полярністю струму доцільна для робіт з нержавіючими і легованими сталями, іншими сплавами, що реагують на перегрівання, а також для з'єднання тонколистових металевих конструкцій. Не менш ефективно підключення зворотної полярності в зварювальному процесі за допомогою електродуги, газового захисту і при флюсового зварюванні.
Незалежно від використовуваної полярності напруги електроструму існує ряд загальних факторів, на які слід звертати увагу. Якщо застосовується постійний струм, то одержуваний шов буде більш акуратним, без великої кількості металевих бризок. Це пояснюється відсутністю при веденні робіт з постійним електрострумом частої зміни полярності, що вигідно відрізняє його від змінного.

Якщо для зварювання застосовуються плавляться електроди, то через різне нагріваються анода з катодом метод підключення електроструму може відбитися на обсязі переноситься на виріб розплавленого електродного металу. Для попередження можливих прожогов зварюються заготовок в ділянці приєднання кабелю живлення, неважливо з яким зарядом (позитивним або негативним), необхідно скористатися притискної струбциной.
Чим обумовлений вибір полярності?
На вибір полярності електричного струму накладає обмеження використовуваний для зварювання матеріал покриття електродів. Прикладом цього може служити зварювальний процес із застосуванням вугільних електродів , Сильніше розігрівається при зварюванні зворотною полярністю і швидше руйнуються. А дріт без покриття, наприклад, краще горить при прямій полярності, ніж при зворотному, і зовсім не горить при харчуванні змінним електрострумом.

Від показників режиму зварювання в чому залежать глибина провару з шириною утворюється шва. Так, зі збільшенням сили зварювального електроструму навіть при сталості швидкості зварювання відбувається посилення проварена, тобто збільшення глибини проплавлення металу. Це пояснюється зростанням погонной енергії дуги, яка залежить від кількості теплоти, що проходить через одиницю довжини зварюваного шва. Із зростанням зварювальних струмів збільшується і тиск, який чиниться дугою на поверхню розплаву ванній. Під його впливом розплавлений метал може бути витіснений з-під дуги, це загрожує наскрізним проплавлением деталі.
На форму з розмірами утвореного шва також здатні впливати рід електроструму з його полярністю. Так, постійний струм зворотної полярності може забезпечити набагато більшу глибину проплавлення, ніж постійний струм з прямою полярністю, це обумовлено неоднаковими обсягами тепла, що утворюються на аноді з катодом. Від збільшення швидкості зварювального процесу ширина шва з глибиною провару зменшуються.
Що може дати зворотна полярність?
Навіщо це потрібно?
Чим обумовлюється вибір полярності при зварюванні інвертором?
Чим обумовлений вибір полярності?