

- Техніка зварювання: основні поняття
- Вчимося запалювати дугу
- Запалювання дуги способом торкання
- Запалюємо дугу способом чирканья
- Можливі помилки, які не дають запалити дугу
- Типи електродів, їх будова і склад
- Як правильно підібрати електродний стержень і силу струму?
- Як тримати електрод?
- Прогартовує в духовці
- Склад електрода і його значення
- Принцип процесу електричного зварювання
- Вибір потрібної кількості
- Технологія і навчання
- Особливості роботи з тонким металом
- нержавіюча сталь
- Техніка зварювання: основні поняття
- Вчимося запалювати дугу
- Запалювання дуги способом торкання
- Запалюємо дугу способом чирканья
- Можливі помилки, які не дають запалити дугу
- закінчення зварювання
- Способи положення робочого інструмента
- Техніка безпеки
- Установка електрода при зварюванні проводиться так, що він підпалюється шляхом його торкання до металу.
- При цьому способі робочим інструментом чиркають по металу.
- Поганий контакт «маси». Треба перевірити чи правильно ви її встановили.
- Наявність на металі фарби не дає можливості запалити дугу. Якщо шар фарби невеликий, то його можна пробити шляхом різкого удару. Після утворення дуги буде створюватися висока температура, фарба почне вигоряти і вже не стоятиме на заваді. Краще очистити від фарби місце шва, так вам буде працювати набагато простіше.
- для зварювання вуглецевих і низьколегованих сталей;
- для зварювання високолегованих сталей;
- для зварювання теплостійких легованих сталей;
- для зварювання чавуну;
- для зварювання кольорових металів;
- для зварювання сплавів і неоднорідних сталей;
- для наплавлення;
- для різання металу.
- Руднокислі;
- рутилових;
- фтористо-кальцієвих.
- якщо товщина металу становить від 1,1 до 2 мм, то діаметр дроту - 1,5-2 мм;
- 3-міліметровий метал - 2,5 і 3-міліметровий стрижень;
- товщина в 4-5 мм проваривается електродами в 3 і 4 мм;
- сталі товщиною від 6 до 8 мм варяться «четвірками»;
- від 9 до 12 мм - електродами 4 і 5 мм;
- з товщиною від 13 до 15 мм повинні справлятися вже 5-міліметрові стрижні.
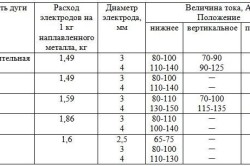
- 1,6 мм - 35-60 А;
- 2 мм - 30-80 А;
- 2,5 мм - 50-110 А;
- 3 мм - 70-130 А;
- 4 мм - 110-170 А;
- 5 мм - 150-220 А.
- залипання стержня і збільшенням часу зварювання;
- освітою свищів в зварюваної металі;
- освітою пір (раковин) в самому шві.
- До площіні деталей, Які потребують зварювання та патенти прікріпіті один провід, Який відходіть від трансформатора - маса, а Інший дріт, до которого прікріпленій електрод в тримач, нужно піднесті до площини місця приварки и по ньом вести торцем вироби. При цьом вінікатіме дуга.
- Для того щоб правильно провести зварювання, та патенти, правильно варити с помощью електродів. Це досягається в результате Вибори потрібного віддалення від поверхні з'єднання. Оптимальним вважається відстань від 2 до 6 мм. В результате Дії вісокої температури дуги, плавитися метал на зварювальної поверхні и заповнюється канавка, яка утворілася в момент впліву дуги на металеву поверхню. Если правильно и акуратно вести електрод по довжіні місця з'єднання, ця канавка заповнюється розплавленім металом.
- Велике значення для ефективного и якісного результату має вибір самих елетроді. Для проведення робіт Використовують Такі его види: сталевий, мідний, чавуна, біметалічній, латуні. Такоже їх підрозділяють на марки, например, 332, 350 та інші. Для Позначення їх маркування, застосовують своєрідній індекс, что позначає параметр в'язкості зварювального шва, а числа на індексі вказують на рівень твердості металу. Головне правило, Яким необходимо користуватись при їх підборі - розрахунок на Товщина металу.
- Для того, щоб зварювання пройшла вдалині, та патенти, вміті правильно утрімуваті зварювальний електрод. Повинен бути нахил приблизно 80 градусів, у напрямку до дузі. Виникнення дуги можна домогтися двома методами: черкания (виріб потрібно тримати, як сірник під час підпалювання) і підйомом (їм постукують по поверхні і під час появи дуги піднімають).
- ручну;
- напівавтоматичну;
- автоматичну.
- маска або окуляри для захисту очей зі спеціальним світлофільтром;
- рукавички, краще із замші;
- одяг з довгими рукавами;
- закрите взуття.
- зварювальний апарат;
- трансформатор для перетворення змінного Струму в постійний;
- електроди в комплекті;
- молоток і інший інструмент для збивання шлаку і зачистки шва.
- Наприклад, для зварювання листа товщиною 0,5 мм застосовуються електроди діаметром 1 мм і струм силою 10-20 А.
- Метал в 1,2 мм зварюється електродом 1,6 - 2 мм при струмі 30-35 А.
- Для товщини в 2 мм потрібні електроди в 2,5 мм і струм до 65 А.
- Для швів внахлест силу струму рекомендується збільшити на 15%, а для суцільних при тавровому з'єднанні на 20%.
- марганець;
- калієва селітра;
- польовий шпат;
- декстрин і т. д.
- покритими електродами;
- в газово-аргонной середовищі;
- з використанням нержавіючої дроту.
- - зварювальний апарат для дугового електрозварювання;
- - газозварювання;
- - зварювальні електроди;
- - зварювальний апарат для пластикових труб;
- - нагрівальний прилад (праска, електроплита та ін.).
- Зварювання нержавіючої сталі, особливості зварювання.
Наша сеть партнеров Banwar
Для того щоб правильно варити, існує багато технологічних моментів і нюансів, основним з них є відповідне положення електрода під час зварювання.
Сварка повинна проводитися при наявності захисного одягу.
Зварювання - це процес, при якому виходить міцне нероз'ємне з'єднання 2-х деталей за рахунок розплавлення їх країв. Сучасні технології дозволяють зварювати як однакові, так і зовсім різні матеріали , Наприклад, метал і кераміку.
зварювати можна різними способами , Але найбільшого поширення в побутових умовах придбало дуговое зварювання, де процес відбувається за рахунок роботи електричної дуги. Дуга створюється між 2-ма електродами, одним з яких виступає виріб, що зварюється. Весь процес відбувається при високій температурі, вона досягає 7000 ° С, а це дозволяє плавити практично будь-який метал.
Зварювальний апарат має 2 кабелю, на кінці одного є зажим, а на кінці другого - тримач, в який встановлюється робочий інструмент. При роботі апарату утворюється дуга між електродом і деталлю. При цьому виділяється багато тепла, метал плавиться, за рахунок чого відбувається надійне і міцне з'єднання деталей.
Для того щоб виникла електрична дуга, треба кінчиком інструменту торкнутися на короткий час деталі, а потім відвести його від неї на 3-4 мм.
Як робочий інструмент використовується металевий стрижень, що зверху покритий спеціальним складом. Стандартна довжина електрода 30,35 см, а його діаметр від 1.5,2.25,3.25 4 і т.д.
Зварні з'єднання можуть бути кутовими, тавровими, стикувальними, нахлестнимі і іншими. За своїм розташуванням вони бувають горизонтальні, вертикальні і стельові. Зварювальний шов може бути виконаний за один або за кілька проходів. Він може бути точковим або безперервним.
Якщо ви новачок і ніколи раніше не виконували зазначену роботу, то інформацію про те, яким має бути положення електрода під час зварювання, необхідно почати розглядати з самих азів.
Техніка зварювання: основні поняття
Для того щоб почати проводити зварювальні роботи, спочатку необхідно надати відповідне положення електрода, запалити його і утримувати дугу електрода при зварюванні. Для молодого зварника запалювання дуги може викликати певні проблеми, але з часом вони зникають.
Друге важливе значення при проведенні навчання - це положення електрода під час зварювання. Цьому моменту надається особливе значення під час навчання і на початку виконання зварювальних робіт . Отримавши необхідний досвід, зварювальник вже не звертає уваги на стан електрода під час зварювання, його основна увага зосереджується на тому, що відбувається під час зварювання в зварювальної ванні. Положення електроду під час зварювання для початківця зварника є дуже важливим етапом навчання.
На третьому етапі навчання, після того як людина зможе робити правильне положення електрода, треба навчитися проводити розрив дуги електрода при зварюванні, тобто виконувати закінчення зварювального шва.
Повернутися до списку
Вчимося запалювати дугу

Запалити електрод - це професійне вираз зварників. Хоча правильно було б говорити - запалити зварювальну дугу . Зазначений процес виконується для того, щоб перевірити марку робочого інструмента, силу струму і підготуватися до проведення зварювальних робіт.
Існує 2 способи, для того щоб запалити дугу, між собою вони відрізняються типом руху і у них різне положення електрода.
Ці способи схожі між собою, їх застосування залежить від вибору зварювальником техніки установки електрода при зварюванні, а це залежить від умов роботи і його особистого професійного досвіду.
Повернутися до списку
Запалювання дуги способом торкання

При даному способі, дуга запалюється за рахунок торкання металу робочим інструментом. Правило передбачає таку установку електрода при зварюванні, щоб він розташовувався вертикально і можна було торкнутися металу його кінцем. Як тільки при торканні до металу з'являється дуга, необхідно починати рухати робочий інструмент, інакше станеться його залипання.
Якщо сталося залипання електрода при зварюванні, він починає сильно нагріватися. Щоб виправити цю помилку, техніка зварювання передбачає наступне. Треба змінити положення електрода, для чого він нахиляється і відламується від точки прилипання. Після зазначеного дії, на кінці може утворитися козирок і подальша робота буде утруднена. Тому якщо з'явився козирок, його необхідно збити. Для цього достатньо вдарити робочим інструментом по твердій горизонтальній поверхні.
Використання зазначеного способу установки електрода при зварюванні вимагає від зварника певного досвіду роботи, тому застосовувати його початківцю зварнику не рекомендується.
Повернутися до списку
Запалюємо дугу способом чирканья

Цей варіант більш поширений і за способом свого виконання схожий на те, як ви запалюєте сірник про сірникову коробку.
Даний спосіб вважається більш простим і тому підходить для початківця зварника. Дотик проводиться за короткий час, а назад рухається вже запалений інструмент. Все виконується за одне плавний рух, напрямок якого не змінюється його. У попередньому способі запалювання процес ділився на 2 етапи, при яких робочий інструмент рухався в різних напрямках.
Недоліком даного способу є те, що часто запалити дугу необхідно в важкодоступному місці. Тобто інструменту можна надати правильне положення для виконання чирканья, треба запалювати дугу тільки дотиком.
Повернутися до списку
Можливі помилки, які не дають запалити дугу
Таблиця характеристик елктрода.
Буває, що запалити дугу стає дуже складно. Це залежить не тільки від того, яке положення інструменту під час роботи ви прийміть, є й інші причини.
Причини, за якими не виходить запалити дугу:
Часи, коли володарів зварювального обладнання в домашніх майстерень можна було по пальцях перерахувати, пройшли. Сьогодні виробники пропонують споживачам апарати для зварювання найрізноманітніших типів. Ці пристрої істотно полегшують життя майстрам-любителям. Багато з них методом проб і помилок вже освоїли науку зварювання електродами, але деяким ще належить пройти цей шлях. Звичайно, щоб зварювання велася на високому професійному рівні , Потрібно вчитися не один місяць і роками напрацьовувати практичний досвід. Але знання, як правильно варити електродами, допоможе виконувати вдома, в гаражі або на дачі більшу частину зварювальних робіт, не вдаючись до послуг дипломованого фахівця. Спорудити мангал, ворота, паркан, альтанку і багато іншого ви точно зможете самостійно вже через кілька тижнів практики.
Малюнок 1. Схема пристрою зварювального електрода.
Типи електродів, їх будова і склад
Більшість домашніх зварників будова електрода і складу речовин в ньому абсолютно не хвилюють. Вони ділять електроди на «чорнуху» і «нержавійку». Що ж, виробники маркують свої вироби, а на коробках з електродами докладно написано, для яких металів вони призначені. Навіть існує колерованіе їх обмазки, щоб відрізняти електроди за призначенням. Проте, щоб надалі в достатній мірі оволодіти майстерністю роботи з електродом, необхідно ознайомитися і з їх типами:
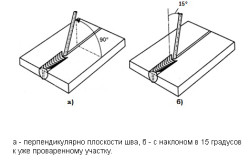
Малюнок 2. Схема розташування електрода при зварюванні.
Незалежно від призначення, електроди мають загальну будову. Вони складаються з стрижня і захисного покриття (обмазки), яке забезпечує горіння дуги і захист свариваемого шва від впливу атмосфери. З одного боку стрижень оголений на 2-5 см для підключення до держателю, з протилежного торця електрод очищений від обмазки для створення контакту зі зварюваної поверхнею (рис. 1).
Стрижнева дріт виготовляється з вуглецевих, легованих або високолегованих сталей, а обмазка робиться з 3-х типів покриттів:
Матеріали, що застосовуються при виробництві електродів, визначають і область їх застосування.
Як правильно підібрати електродний стержень і силу струму?
Щоб правильно варити електродами, потрібно вміти їх вибирати в залежності від товщини зварювальних виробів, адже тонкий метал може бути пропалений, якщо буде застосовуватися товстий зварювальний стрижень . Вибір його перетину виглядає так:
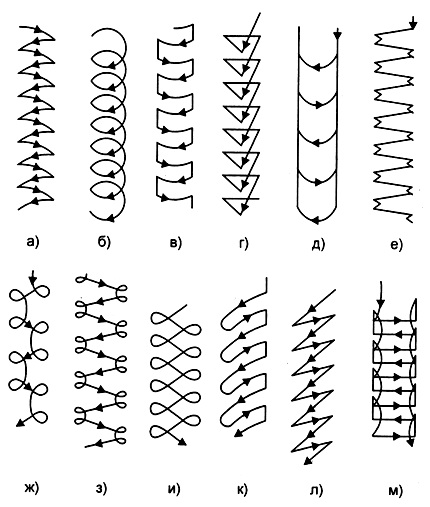
Малюнок 3. Схеми руху електрода при зварюванні.
Тут доречне запитання про те, чому ж не можна для зварювання тонких листів використовувати, наприклад, «четвірку» або «п'ятірку»? Справа в тому, що надійне горіння дуги при роботі стрижнів різного перетину може бути забезпечено різною силою струму. 2-міліметровий електрод при струмі 50-60 А прекрасно впорається із завданням, а 5-міліметровий, якщо не залипне, просто буде «висікати іскри». З іншого боку, «п'ятірка» відмінно працює на 160 А, але через занадто сильною дуги тонкий метал просто перетвориться в краплі. Далі показані діапазони сили струму для роботи з електродами різних діаметрів перетину:
Вони кілька приблизні, тому що кожен зварювальний апарат «Унікальний». Крім того, вони залежать від напруги в мережі. А розкид значень пов'язаний з тим, що при найменшому струмі метал зварюється, а при найбільшому - ріжеться. Варто відзначити, що більшість зварювальних робіт в побуті проводиться 2- і 3-міліметровими електродами, а «п'ятірки» на непрофесійному рівні застосовуються вкрай рідко. Тому не варто переплачувати при покупці зварювального апарату за зайву силу струму, яку виставляти навряд чи коли доведеться. Устаткування, що підтримує 160 А, для домашніх умов буде цілком достатньо.
Як тримати електрод?

Правильний вибір електрода і регулювання сили струму в апараті ще не означають, що ви зможете якісно зварити разом 2 куточка або сталевих листа. Звичайно ж, ви не забули під'єднати до одного з них масу, але потрібно ще й вміти тримати електрод під необхідним кутом до зварювальних поверхонь і вірно вести його, щоб не допускати перегріву, пропалювання або непроваркі крайок.
По-перше, початкове дотик електродного стрижня до металу повинно нагадувати легкий дотик сірники до обмазці сірникової коробки. По-друге, можна замкнути ланцюг постукуванням електрода. Вибір способу залишається за вами, але як тільки дуга утворилася, не потрібно притискати дріт до місця зварювання, якщо, звичайно, ви не хочете розтопити електрод або прокатну сталь. Злегка повправлявшись, ви навчитеся після появи дуги тримати кінець стержня в 2-5 мм від шва. Сам електрод треба розташовувати перпендикулярно площині шва (рис. 2 а), але з нахилом в 105 градусів до вже проварені ділянці (рис. 2 б). Не потрібно вести електрод уздовж зварного шва , Як олівець вздовж лінійки. Розслабте кисть і робіть так, щоб кінчик стержня виконував човникові руху (рис 3.).
При такому русі тіло дроту, розплавляючись, буде якісніше з'єднувати кромки зварювальних заготовок. На перших порах ви зможете освоїти найбільш просте зигзагоподібно рух електрода, а в подальшому вам під силу вже буде застосовувати і більш складні, але надійні шви. Вони будуть лягати більш красиво, а швидкість зварювання помітно збільшиться.
Прогартовує в духовці
Проте слід згадати про фактор, через який ви не зможете почати як слід варити, навіть набивши руку, правильно підібравши електроди і відрегулювати необхідну силу струму. Цей фактор - відсиріванню обмазки. Випускаючи електроди, виробники їх ретельно просушують, але не завжди умови подальшого зберігання відповідають вимогам. Це стосується і оптових складів, і магазинів, і домашніх майстерень. Іноді виробники упаковують свою продукцію в поліетиленову упаковку, але після розтину вона вже не може забезпечити захист від вологи гигроскопичной обмазки. Використовуючи відсирілі електроди, ви стикаєтеся з наступними проблемами:
Все ж способи боротьби із зайвою вологою в захисному покритті електродів є. Їх потрібно прожарити протягом деякого часу в духовці. Найчастіше виробники пишуть на пачках зі своєю продукцією про час і температурі розжарювання. Залежно від типу виробів, просушка може займати від 1 до 5 годин при температурі від 250 до 350 градусів.
Після прокалкі обмазка втрачає вологу, але залишається такою ж гигроскопичной, тому зберігання залишилися після роботи електродів краще організувати в сухому місці, а ще краще помістити їх в поліетилен.
Мабуть, відомостей для початку освоєння захоплюючого справи, яким є зварювання електродами, досить.
Минуло вже кілька сот років, як люди вперше з'єднали дві металеві поверхні воєдино, використовуючи для цього процес розплавлення металевого стержня за допомогою електричного струму. Цей стрижень і є електрод.
Склад електрода і його значення
Обмазка, або його поверхня, складається з суміші металів - нікелю, марганцю, заліза і мінералів - глинозему, магнезії, вапняку, які знаходяться в порошкоподібному стані. Метали плавляться, а мінерали є своєрідним захистом від дії кисню. Такий захист необхідний для посилення з'єднання. До цієї суміш додатково додають барвник, який полегшує їх розпізнавання за видами.
Основою для обмазки служить тонкий металевий дріт. Вид якої, залежить від того, для яких робіт призначається використовувати даний виріб. В основному для цього використовують дріт виготовлену з нержавіючої сталі або вуглецеву дріт.
За виробу йде передача електричного струму, призначеного для нагрівання і плавлення поверхні металу.
Кожна людина рано чи пізно в житті стикається з такою ситуацією, коли потрібно в побуті щось зварити за допомогою електричного зварювання і апарату. Перш за все, для цього необхідно мати зварювальний апарат та, природно, навички роботи, адже обов'язково потрібно знати, як правильно варити електродами.
Принцип процесу електричного зварювання
Якщо варити електрозварюванням в домашніх умовах, використовують будь-який апарат для зварювання, максимальна потужність якого становить 160 Амп. Під час робіт відбувається збудження дуги між площиною деталі і електродом. Для успішного роботи необхідно дотримуватися певних правил:
горизонтальний шов
Важливо не тільки правильно тримати зварювальний електрод, а й підібрати необхідну силу струму. Якщо вона буде дуже маленькою, дуга буде постійно гаснути.
Уміння тримати електрод під час зварювання, дає можливість набити руку і варити на більш високому рівні і з більшою швидкістю.
рух торцем електрода при зварюванні
Вибір потрібної кількості
Важливою операцією при підготовці до роботи є підрахунок необхідної кількості електродів. При цьому потрібно враховувати такі фактори: товщина і маса металу, довжина шва. Ця процедура дозволяє вести роботи ефективно і економно, якщо при цьому вести електрод рівномірно. Для підрахунку їх кількості використовується кілька способів. Найбільш популярним є підрахунок за вагою виплавленого металу. Одиниця виміру, в якій обчислюють їх кількість - кілограм. Купівля - це досить значні витрати. Для того, щоб хоч трохи заощадити на покупці, необхідно враховувати їх вигляд, силу струму під час правильної зварювання електродом.
Можна також використовувати автоматичний або напівавтоматичний вид зварювального процесса . Ці способи полягають в тому, що необхідно водити електродом по колу, вони дають можливість набагато зменшити їх кількість, необхідна для того, щоб варити площині деталей і металів.
Для того щоб розібратися як правильно зварити метал електрозварюванням, треба зрозуміти, що мова йде про зварювання, а не про металургійному процесі виплавки і для чого потрібні такі знання. освоїти зварювальне виробництво з нинішньою кількістю навчальних матеріалів можна і в домашніх умовах, але і тільки для власних побутових потреб. Якщо мова йде про надання послуг, то це тягне за собою певну відповідальність за якість робіт і тому знання і досвід краще отримувати в спеціалізованих навчальних закладах.
Сварка предметів, що знаходяться в твердому стані, шляхом нагрівання і розплавлення із застосуванням еклектичної енергії називається електрозварюванням.
Процес відбувається під безпосереднім впливом електричної дуги, температура якої перевищує температуру плавлення будь-якого з відомих металів і їх сплавів і становить 7000 0 С.
Зварювання нержавіючої сталі електрозварюванням вимагає спеціальних електродів
Дуга утворюється від подачі електричної енергії постійного або змінної напруги від зварювального трансформатора до електрода і зварювального предмету. Під впливом виникає високої температури метали плавляться і утворюють зварювальний ванну , В якій перемішуються, а що входять до них домішки у вигляді шлаків спливають на поверхню і створюють захисну плівку. Метали остигають, тверднуть і утворюють зварене з'єднання або шов. Застиглий шлак прибирають. Для зварювання застосовують плавляться та не плавляться електроди, а також присадочні дроту і захисні гази і суміші.
За ступенем механізації зварювання поділяють на:
Електрична дуга може залишити опіки на тілі і очах
Електрична дуга може утворюватися за допомогою постійного струм прямоїполярності, коли негативний полюс підводитися на електрод, і зворотної полярності - на електроді позитивний полюс. Також вона може створюватися змінним струмом. Дуга може утворюватися не тільки між виробом і електродом, а й між електродами. Така дуга називається побічної дії або незалежна. Дуга при зварюванні може бути відкритою для спостереження, закритою і напіввідкритій. Ця різниця особливо важливо враховувати при дотриманні правил техніки безпеки і захисту органів зору спеціальними світлофільтрами від опіків ультрафіолетовим випромінюванням.
Приділяти увагу захисту від навколишнього повітря треба і зоні зварювання. Захистом може бути шлак, що виділяється при плавленні, газ і флюс.
Флюс - це спеціальна речовина або суміш з різних матеріалів, яким захищають від атмосферного впливу, для стабілізації горіння дуги і додачу зварювального шву додаткових властивостей. Як правило, цю суміш наносять на електрод.
Технологія і навчання

Спецодяг для зварників
Процес варіння металу як електрозварюванням, так і іншими способами, починається з підбору робочого одягу і обладнання. Для електрозварювання необхідні:
З обладнання:

Набір зварника: захисна маска, апарат і електроди
Навчитися і правильно зварювати метал електрозварюванням якраз залежить від підбору обладнання, і, в першу чергу, електродів. Від їх покриття або обмазки залежить якість зварювання. Під впливом температури, обмазка перетворюється в газову зону над ванною розплавлених металів підстави і електрода, яка запобігає вплив повітря на процес їх сплаву.
Досвід зварювальних робіт краще отримувати під керівництвом професійного наставника, тому що часто вибір обладнання, режиму його роботи, витратних матеріалів, розміщення елементів, що з'єднуються, швидкість переміщення дуги і так далі відбувається емпіричним, тобто пробним шляхом. З досвідом прийдуть навички, рівномірність руху, якість кромки і шва.
Особливості роботи з тонким металом

Сварка тонкого металу вимагає досвіду роботи
Метал товщиною до 3 мм. або тонкий дуже часто застосовується для виробництва виробів, які використовуються в повсякденному житті. Тому їх ремонт, в тому числі і зварювання, - питання, яке часто виникає і, на загальну думку, не вимагає звернення до фахівців, а може бути виконаний в «домашніх» умовах. Однак це не так просто, як здається на перший погляд.
Якщо потрібно зварити електрозварюванням тонкий метал, то до вибору обладнання, його потужності, виду електрода і зварного шва потрібно підхід зі знанням справи і досвідом.
Особливостей його зварювання кілька. Основна, що абсолютно очевидно, його товщина. При будь-якому необережному русі і в виробі може з'явитися нове і абсолютно непотрібне пропалені отвір. З іншого боку, зайва «делікатність» не створить необхідного зварного шва і з'єднання розпадеться.

Лист нержавіючої сталі товщиною до 3 мм
Для роботи з тонким металом застосовують «малі» струми, тому електрод необхідно тримати максимально близько до виробу, інакше пропаде зварна дуга і плавка припинитися. Крім того, для кожного металу необхідно спеціально готувати зварюються кромки, застосовувати різного виду і розташування зварні шви і так далі.
Перед початком робіт необхідно правильно підібрати електрод. Його діаметр безпосередньо залежить від товщини зварюваного металу. Чим тонше метал, тим менше діаметр. Застосовуваний для зварювальних робіт ток повинен відповідати параметрам металу і електрода. Наприклад, товщина листа 3 мм., Діаметр електрода - 3 мм., Сила струму від 140 до 180 А. Чим менше ширина і діаметр, тим меншої сили струм. Застосування «низьких» струмів не дає можливість використовувати електроди з будь-якими видами покриття. Необхідно підбирати лише ті, які дадуть легке збудження і стійке горіння дуги, а також будуть мати уповільнене плавлення жидкотекучим металом.

Зварювальний апарат напівавтомат
При наявності знань, компенсувати недостатній досвід або його відсутність, можна за допомогою використовуваного обладнання. Напівавтоматичним зварювальним апаратом працювати набагато легше і продуктивніше, ніж ручним. Перш за все, це позначається на якості зварного шва. Його можна накладати декількома способами, від чого він виходить суцільний, точковий або внахлест. Для суцільного шва необхідно правильно вибрати силу струму. Почати рекомендується з 40 - 60 А. Потім підібрати швидкість ведення зварювання. Якщо вона буде занадто швидкої, то шов не проваритися і не буде з'єднання, а якщо повільно, то можливе виникнення пропалювання і дірок.
Покриття може істотно відрізнятися за складом входять до нього елементів. Основу його, як правило, становить титановий концентрат. В іншому склади істотно відрізняються. У них може бути:
Накладати шов можна в напрямку зручному для працівника або виходячи з розташування поверхонь, що зварюються.
напівавтоматичним зварюванням
набагато легше працювати з тонкими металами
Однак практика показала, що зварювання в напрямку «зверху вниз» дає максимально кращий результат.
Зварювальні роботи проводять за допомогою плавких і не плавляться - графітових електродів . З'єднання за допомогою графітових проводиться методом оплавлення кромок деталей або з використанням присадного дроту .
Проведення зварювальних робіт залежить від впливу численних факторів і обставин. Кожен конкретний випадок вимагає свого підходу, методу, обладнання та витратних матеріалів. Підбір всього необхідного проводиться експериментальним шляхом. З досвідом час на проведення пробних з'єднань, підбір обладнання і матеріалів зменшиться, а якість і рівномірність шва - покращиться.
нержавіюча сталь
Легована сталь вимагає спеціальних електродів для дугового зварювання
Свої особливості є і при зварюванні легованих видів стали. Якщо в її склад входить від 12 до 20% хрому, то таку сталь називають нержавіючої. Поряд з хромом до складу цієї стали входять інші речовини, які формують її специфічні фізико-хімічні властивості. Саме від них залежить її здатність до зварювання і спосіб, яким можна поєднати елементи, з неї виготовлені.
Сварка аргоном один з кращих способів з'єднати нержавіючу сталь
У «нержавійки» теплопровідність знижена в 1,5 - 2 рази. Чому вона легше плавиться, а значить, при зварюванні необхідно використовувати струми меншої сили. З цією ж метою, щоб електроди з хромонікелеві стержнів не перегрівалися, їх виготовляють довжиною не більше 350 см. Ця сталь, в силу високого коефіцієнта лінійного розширення, може тріскатися після зварювання при охолодженні, якщо при з'єднанні країв НЕ буде витриманий достатній зазор. Треба мати на увазі, що після термічної обробки хромсодержащих стали можуть втрачати своє антикорозійне властивість. Для того щоб такого «неприємного» ефекту уникнути, місце нагріву необхідно швидко охолодити.
Електрозварюванням «нержавійку» зварити можна декількома способами. Існує три способи:
У будь-якому випадку перед проведенням зварювальних робіт, кромки поверхонь, що плануються до з'єднання, необхідно обробити: зачистити і промити розчинником.
Спосіб зварювання вибирають залежно від товщини металу, вимог до якості шва і наявного в наявності обладнання, а також з обов'язковим урахуванням особливостей легованих сталей.
Сварка нержавіючих сталей і «чорного» металу можлива за умови застосування спеціальної присадного дроту і електродів.
Інструкція
Прихопіть листи один до одного.
Прихват здійснюється короткими перемичками шва (близько 5-10 мм) з відстанню між ними 50-100 мм на всьому протязі стику. Ведіть зварювання з періодичним перериванням - гасячи дугу (вилучання електрода) і швидко запалюючи її знову, щоб метал не встиг охолонути. Час безперервного горіння дуги залежить від товщини листа і сили струму. Для листа товщиною 1 мм і тонше вона повинна складати 1-3 секунд.
Зваріть листи повністю
Варіть стик переривчастим швом, час від часу переміщаючи електрод у нову (холодну) зону стику. Це дозволить уникнути сильного викривлення металу - особливо в тому випадку, якщо довжина стику порівняно велика (більше 200-250 мм). Чим менше довжина безперервного шва, тим менше викривлення. Почніть варити з одного краю стику, потім перейдіть на інший край, потім переміститеся в центр і т.д.
Сварка тонкого металу встик
Досягніть мінімального зазору між кромками стали по всій довжині стику. Ідеальним випадком є повна відсутність зазору. Для зварювання тонкого металу встик скористайтеся допоміжної підкладкою, яка укладається під стик. Варити тонку (1 мм і тонше) сталь встик без підкладки досить складно, хоча при наявність зварювального інвертора і хороших (імпортних) електродів цілком можливо. Технологія самої зварювання (підбір зварювального струму , Використання прихватів, уривчастість і пошаговость зварювання) залишається точно такий же, як і при зварюванні внахлест.
Сварка зі сталевою вбирається підкладкою
Якщо конструкція деталі допускає наявність не вбирається підкладки, підкладіть під стик смужку стали такою ж товщини, як і основний аркуш шириною 13-15 мм. Забезпечте щільне прилягання до неї, що зварюється. Така підкладка дозволить зварити деталь, навіть якщо в стику буде зазор кілька міліметрів. Підкладка в цьому випадку приварюється до деталі.
Сварка з мідною підкладкою
Якщо наявність видаляються підкладки неприпустимо, підкладіть під стик смужку з міді (чим товще, тим краще). Мідь буде відводити тепло і запобіжить пропалювання листів. Після закінчення зварювання видаліть підкладку.
Сварка зі сталевою забирається підкладкою
Якщо не видаляється підкладка неприпустима, а мідної смуги немає, зваріть деталь зі сталевою підкладкою і акуратно видаліть її углошлифовальной машиною.
Зварювання - це процес утворення нероз'ємних з'єднань внаслідок виникнення між зварюються матеріалами міжатомних зв'язків при їх нагріванні або деформації. Зварюватись можуть не тільки метал и, але і пластики. Найчастіше доводиться стикатися з електрозварюванням сталей і термозваркою пластиків.
вам Знадоби
Інструкція
Потрібно знати, що дозволяється застосовувати лише ті приналежності, які призначені для механічної обробки прокату з нержавіючої сталі. Це шліфувальні круги та полотна, щітки з «нержавійки», дробу при дробеструйной обробці. Зверніть увагу, що іноді не можна обробляти за допомогою сталевих і скляних дробів інші матеріали, наприклад, вуглецеву сталь.
Одним з найбільш ефективних способів подальшої обробки зварних швів вважається травлення. При правильному застосуванні травлення здатне усунути шкідливий оксидний шар, а також зону зі зниженим вмістом хрому.
Залежно від конкретних умов виконується травлення шляхом занурення, нанесення на поверхню або ж покриття виробів пастою. Найчастіше застосовується змішана кислота в поєднанні з водою. Час травлення нержавіючого прокату залежить від концентрації кислот, товщини окалини, температурного режиму і сорти нержавіючого прокату.
Останній етап обробки при зварюванні «нержавійки» - доведення ступеня шорсткості зварного шва до відповідного показника основного аркуша. Досягається це шляхом шліфування та полірування вже після виконання травлення. Така обробка зазвичай підсилює стійкість конструкції до корозії.
джерела:
Як правильно підібрати електродний стержень і силу струму?
Тут доречне запитання про те, чому ж не можна для зварювання тонких листів використовувати, наприклад, «четвірку» або «п'ятірку»?
Як тримати електрод?