

- Сварка аргоном: технологія і загальні принципи
- Технологія аргонодугового зварювання
- Що потрібно для зварювання аргоном
- Різні режими зварювання аргоном
- Особливості зварювання алюмінію
- Особливості зварювання міді
Наша сеть партнеров Banwar
Нержавійка, мідь, титан, алюміній, бронза, інші кольорові метали і леговані стали - все це метали, деталі з яких просто так не звариш між собою. А адже в побуті бувають різні ситуації: то необхідно зварити труби з нержавіючої сталі, то деталі автомобіля з алюмінію або просто приварити відвалилася ніжку від бронзової статуетки. До перелічених вище металів потрібно особливий підхід - аргонодуговая зварювання, роботи по якій коштують недешево, а то й сказати неабияк «кусаються», якщо замовляти їх у фахівця. Ось і виникає питання у господарів, а чи можлива зварювання аргоном своїми руками і що для цього потрібно. Якщо Ви ще ніколи нічого варили, то категорично не варто починати зі зварювання кольорових металів, аж надто трудомісткий і складний це процес, розрахований на певну вправність фахівця і його досвід. Але якщо досвід звичайної дугового зварювання є і Ви впевнені в своїх силах, тоді інформація з даної статті для Вас.
- Сварка аргоном: технологія і загальні принципи
- Що потрібно для зварювання аргоном
- Різні режими зварювання аргоном
- Аргонодуговая зварювання: переваги і недоліки
- Сварка аргоном: відео - інструкція
Сварка аргоном: технологія і загальні принципи
Аргонодуговая зварювання являє собою якийсь гібрид електрозварювання (дугового) і газового зварювання. На технологію електрозварювання вона схожа тим, що використовується електрична дуга, а на газову - використанням газу і схожою роботою зварювальника.
Електрична дуга служить джерелом нагрівання, саме вона розплавляє кромки металу, завдяки ній проходить зварювання.
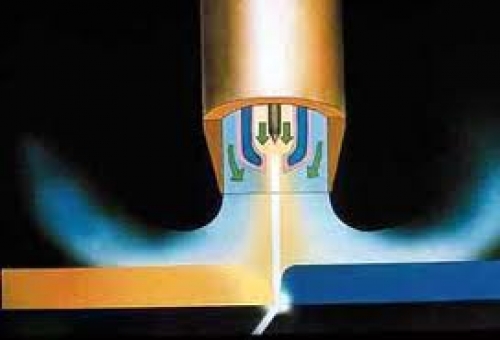
А ось навіщо потрібен газ аргон? Справа в тому, що при зварюванні кольорові метали і леговані стали при взаємодії з киснем окислюються, або ж на них негативно впливають інші домішки, які знаходяться в повітрі, через це шов виходить неміцним, наповненим бульбашками, а алюміній, наприклад, взагалі горить в кисні. Щоб захистити метал від впливу різних домішок і газів використовується інертний газ аргон. Цей газ на 38% важчий за повітря, тому легко і швидко витісняє кисень із зони зварювання і надійно ізолює робочу ванну від будь-якого впливу атмосфери. Починати подавати газ в зону зварювання необхідно за 20 секунд до запалювання дуги, а припиняти через 7 - 10 секунд після завершення роботи. Аргон практично не вступає в реакцію з зварюваних металом і іншими газами в районі горіння дуги, тому і називається інертним. Але є і певний нюанс: при зварюванні на зворотній полярності від атомів аргону легко відокремлюються електрони, завдяки цьому все середовище аргону перетворюється в електропровідних плазму.
Зварювання аргоном можна виробляти як плавиться, так і не плавиться, в якості останнього використовується вольфрамовий електрод, так як цей матеріал виключно тугоплавкий. Саме з вольфраму роблять нитки розжарювання для ламп. Діаметр і матеріал електрода повністю залежить від сплавляли металів, дані показники можна легко знайти в довідниках.
Розрізняють три види аргонодугового зварювання:
- РАД - це ручне зварювання аргоном, що не плавиться електродом.
- ААД - автоматична аргонодуговая зварювання за допомогою плавиться.
- ААДП - автоматична аргонодуговая зварювання з використанням плавиться електрода.
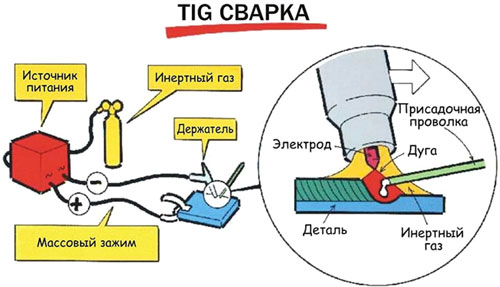
Якщо Ви будете шукати готовий апарат для зварювання аргоном вольфрамовим електродом, шукайте апарати TIG (Tungsten Inert Gas (Welding)). Саме так позначається зварювання вольфрамом в середовищі інертних газів.
Технологія аргонодугового зварювання

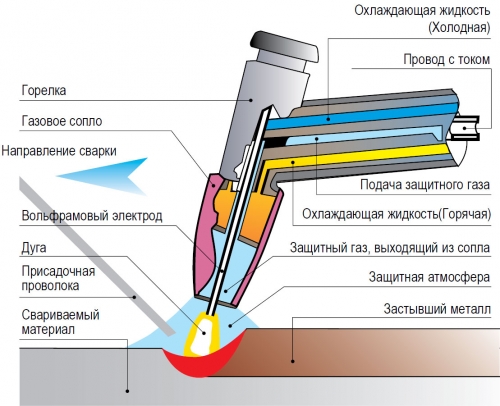
Що являє собою пальник для зварювання аргоном? Її серцем є вольфрамовий не плавиться, який повинен виступати за межі корпусу пальника всього на 2 - 5 мм, не більше. Діаметр електрода підбирається відповідно до таблиць, виходячи з параметрів зварювальних матеріалів. Всередині пальника є власник, в який можна вставити і закріпити електрод будь-якого необхідного діаметра.

Навколо електрода надаватися керамічне сопло, з нього і буде надходити газ аргон під час зварювання.
Для зварювання нам знадобиться присадний дріт з того ж матеріалу, що і деталі, що зварюються, її діаметр підбирається згідно з таблицями.
Розглянемо принцип роботи з ручним зварюванням аргоном, коли і пальник, і присадний дріт знаходяться в руках зварника.
Перед початком робіт поверхню деталей, що зварюються необхідно очистити від окислів, бруду і жиру. Це можна зробити механічним або хімічним способом.
Насамперед на зварювану деталь подається так звана «маса», як і при звичайній дугового зварювання. Якщо деталі занадто маленькі, її можна подати на залізний робочий стіл або ванну. Присадний дріт в електричний ланцюг не включається, вона буде подаватися окремо.
У праву руку зварник повинен взяти пальник, а в ліву присадні дріт. На пальнику повинна бути кнопка подачі струму і газу, включаємо подачу газу заздалегідь за 20 секунд. Сила струму підбирається в залежності від зварювальних матеріалів або з особистого досвіду шляхом проб і помилок. Опускаємо пальник з електродом якомога ближче до поверхні, що зварюються металів, ідеальне відстань 2 мм. Електрична дуга виникає між кінчиком електрода і металом, вона плавить кромки зварювальних деталей і присадні дріт.
Як відбувається сварка аргоном: фото - приклад.


Важливо! Неплавким вольфрамовим електродом слід тримати якомога ближче до поверхні, що зварюються металів для того, щоб створити найбільш коротку дугу. Чим більше дуга, тим менше глибинапроплавлення металу і ширше і менш естетичніше шов. При великій дузі зростає напруга і погіршується якість шва.
Повільно проводячи пальником уздовж шва, не роблячи поперечних рухів, зварник повинен поступово подавати присадні дріт. Саме від вправності майстра буде залежати якість і акуратність отриманого шва.
Важливо! Різка подача присадного дроту призводить до розбризкування металу. Тому подавати її слід плавно і акуратно, що досягається тільки практикою. Найкраще розташовувати присадні дріт попереду пальника під кутом до зварюваної поверхні, не роблячи поперечних рухів. Це забезпечить рівний і вузький шов.
Зверніть увагу, що запалювання дуги при зварці неплавким електродом можна робити шляхом торкання про зварює поверхность. І ось з яких причин:
- Високий потенціал іонізації аргону не дозволяє добре іонізувати проміжок між зварюються поверхнями і електродом за рахунок іскри від торкання. При зварюванні плавиться ситуація дещо інша: після торкання електрода об поверхню в зоні варіння з'являються пари заліза, потенціал іонізації яких набагато (в 2,5 рази) нижче, ніж у аргону, це і дозволяє запалити дугу.
- Через торкання електрода поверхні зварювальних металів він забруднюється.
Для запалювання дуги при зварюванні аргоном неплавким вольфрамовим електродом використовується осцилятор, який підключається паралельно джерелу харчування.
Осцилятори подає на електрод високочастотні високовольтні імпульси, завдяки яким іонізується дугового проміжок. Якщо частота в мережі зазвичай дорівнює 55 Гц, а напруга 220 В, то осцилятор перетворює їх і подає напругу в 2000 - 6000 В з частотою 150 - 500 кГц. Це дозволяє легко запалити електрод.
Що потрібно для зварювання аргоном
Для аргонодугового зварювання недостатньо звичного апарати для дугового зварювання, але його можна модернізувати або доповнити іншими необхідними елементами. Розглянемо, що нам необхідно для зварювання в середовищі аргону:
- Трансформатор. Підійде звичайний зварювальний трансформатор, який використовується для дугового зварювання з напругою холостого ходу 60 - 70 В. Безумовно, потужність його повинна відповідати технологічним особливостям процесу.
- Силовий контактор, який буде подавати зварювальне напруга на пальник.
- Осцилятор. Для чого він потрібен ми вже з'ясували.
- Пристрій, який буде регулювати час обдування аргоном. Адже нам треба запалювати його заздалегідь, і щоб після завершення зварювання газ подавався ще секунд 20. Для цієї затримки і потрібен регулятор.
- Пальник для зварювання аргоном.
- Балон з аргоном, обов'язково з редуктором.
- Вольфрамові електроди, прутки необхідного діаметра.
- Допоміжний трансформатор, який буде використовуватися для харчування комутуючих пристроїв.
- Випрямляч для харчування комутуючих пристроїв постійним струмом напругою 24 В.
- Електрогазового клапан (24 В для постійного або 220 В для змінного струму).
- Реле включення-відключення осцилятора і контактора.
- Індуктивно-місткості фільтр, який необхідний для захисту зварювального трансформатора від імпульсів (високовольтних), що посилаються осциллятором.
- Амперметр для вимірювання зварювального струму.
- Автомобільний акумулятор (55 - 75 Ah), робочий або несправний не важливо. Він включається послідовно в електричний ланцюг для того, щоб зменшити постійну складову струму, яка неминуче з'являється при зварюванні на змінному струмі (більш детально в спеціальній літературі).
- Окуляри зварювальні.
Всі елементи даної схеми можна купити на ринку і зібрати своїми руками, вийде саморобна зварювання аргоном, більш того схему можна набагато поліпшити, якщо мати відповідні знання.

Також апарати TIG можна придбати в готовій комплектації, до них підключити балон з газом, пальник, заземлення і кнопки управління пальником і подачею газу. Ціна таких апаратів починається від 250 у.о.
Різні режими зварювання аргоном
Для більш якісного зварювання металів необхідно правильно підібрати режим зварювання.
Полярність і напрямок струму слід вибирати, виходячи з властивостей зварювальних металів. Основні стали і сплави зварюються на постійному струмі, що має пряму полярність. Алюміній, берилій, магній та інші кольорові метали краще зварювати на зворотній полярності або змінному струмі, це сприяє більш швидкому руйнуванню оксидної плівки. Під час зварювання на постійному струмі йде неоднакове виділення тепла на анод і катод: 70% на аноді і 30% на катоді. Щоб мінімально розігрівати електрод і при цьому добре проплавлять виріб, використовують пряму полярність.

Важливо! При зварюванні на змінному струмі осцилятор після того, як запалив дугу, переходить в режим стабілізатора. Щоб запобігти Деионизация дугового проміжку під час зміни полярності і забезпечити стійке горіння дуги, осцилятор подає імпульси на дугу в момент зміни полярності.
Зварювальний струм вибирається залежно від властивостей зварювальних металів і розміру деталей, а також електродів. Підбирати силу струму можна з таблиць в довідковій літературі, а можна дослідним шляхом.
Витрата аргону безпосередньо залежить від швидкості подачі і від швидкості зносять повітряних потоків. Якщо зварювання відбувається всередині приміщення без протягів, витрата буде мінімальним. Зварювальні роботи в умовах сильного бічного вітру вимагають збільшення відстані між електродом і матеріалом, так як повітряний потік може зносити аргон, тоді поверхні металів будуть незахищені. У таких випадках використовуються спеціальні сопла (конфузорно) з дрібновічковими сітками.
У газову суміш крім аргону іноді додають кисень, близько 3 - 5%. Аргон не здатний захистити від вологи, бруду та інших присадок, які можуть з'явитися на поверхні деталей, що зварюються в ході розплавлення металу. Кисень ж вступає в реакцію з шкідливими домішками, в результаті чого вони або згорають, або отримані сполуки спливають в зварювальної ванні на поверхню. Використання кисню - хороший спосіб боротьби з пористістю зварного шва.
Особливості зварювання алюмінію
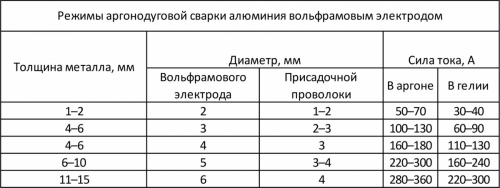
При нагріванні алюмінію на його поверхні виникає тугоплавка плівка. При зварюванні на зворотній полярності або з використанням джерела змінного струму цю плівку можна зруйнувати. Коли алюмінієва деталь має позитивний заряд, при зварюванні на зворотній полярності іони аргону бомбардують поверхню алюмінію, руйнуючи оксидну плівку. В такому випадку аргон вже виступає не просто захисним газом, а є електропровідною плазмою, яка спрощує і поліпшує зварювальні роботи.
Під час зварювання на змінному струмі подібний процес відбувається тоді, коли алюмінієва деталь є катодом.
Особливості зварювання міді
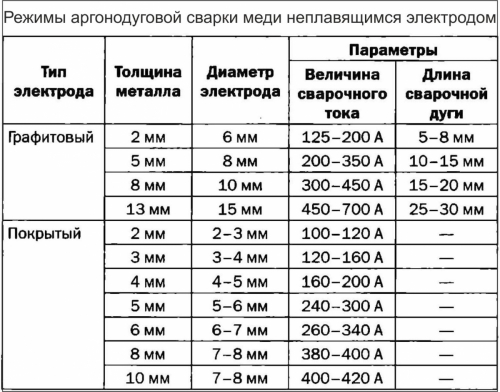
Мідь легко вступає в реакцію з киснем, утворюючи закис міді. Це призводить до того, що шов виходить неоднорідний і недостатньо міцний. Ще більшою проблемою є те, що вийшла закис міді взаємодіє з воднем, що міститься в повітрі, утворює водяну пару, який прагне вирватися назовні і утворює пори в шві. Саме тому обов'язкова захист зварної зони аргоном.
Аргонодуговая зварювання: переваги і недоліки
Як і у будь-якого процесу, у зварювання аргоном є свої переваги і недоліки, які пов'язані з технологією і використовуваними приладами.
До переваг можна віднести:
- Захист зварного шва аргоном від впливу навколишнього середовища. Це забезпечує міцне з'єднання, без пір і домішок.
- Метал нагрівається мало, область нагріву дуже мала, тому можна легко зварювати заготовки складної конструкції, не боячись змінити їх форму.
- Можливість зварювання металів і сплавів, які неможливо зварити інакше.
- Щодо швидке проведення робіт, завдяки високотемпературної дузі.
недоліки:
- Досить складне обладнання, яке потребує точної настройки.
- Відносна складність зварювальних робіт, що вимагає досвіду і вправності.
Сварка аргоном хороша тим, що забезпечує виконання шва високої якості, з однаковою глибиною проплавлення. Це дуже важливо при проведенні зварювальних робіт тонкого металу з доступом тільки з одного боку, наприклад, неповоротних стикових труб. До речі, під час зварювання кольорових металів малої товщини присадні дріт можна не використовувати.