

- Огляд кращих паяльників
- Інструмент для різання труб
- Існуючі способи зварювання труб
- дифузний спосіб
- розтрубний спосіб
- стикового спосіб
- Муфтової спосіб зварювання
- поліфузной спосіб
- холодний спосіб
- Як впливає температура паяльника на процес зварювання
- Як вибрати температуру і час нагрівання?
- Підготовка заготовок до пайки
- Інструкція по пайку
Наша сеть партнеров Banwar
Після появи на будівельному ринку поліпропіленових труб вони відразу набули популярності, в першу чергу - при будівництві каналізацій і водопроводу. Потім їх почали використовувати для опалення. Широкий попит обумовлений тривалим терміном експлуатації, легким вагою, простотою монтажу. Труби бувають з чистого поліпропілену або армовані всередині металевої фольгою. Щоб їх паяти, необхідний апарат для зварювання поліпропіленових труб, часто званий паяльником . Може використовуватися і інше устаткування, наприклад, електрофітінг або просто клей.

Огляд кращих паяльників
Будь-паяльник має робочу поверхню, що нагрівається від електрики. Таке обладнання в побуті отримало назву праска для зварювання поліпропіленових труб, що підтверджується його пристроєм. Паяльник обладнаний одним або декількома Тенамі, які нагрівають насадки різних розмірів. Завдяки можливості підібрати по діаметру заготовок відповідні насадки, всі роботи можна виконувати одним апаратом. Давайте розглянемо, який праска краще вибрати для роботи.
Розглядаючи рейтинг кращого обладнання, в першу чергу можна вибрати модель Gerat Weld 75-110 69110. Такий паяльник підійде для людини, що займається щоденної пайкою труб. Інструмент зручний в роботі і транспортуванні, відрізняється тривалим терміном експлуатації. Незважаючи на хороші показники, модель володіє прийнятною вартістю.

Праска для зварювання труб Gerat Weld 75-110 69110
Якщо виникає питання, який вибрати праску для рідкісного домашнього користування, то тут однозначно підійде модель PRORAB 6405-К. Він відрізняється меншою вартістю і досить надійний. При правильній роботі апарату вистачить, як то кажуть, на все життя.

Апарат для зварювання труб PRORAB 6405-К
Майстрам, які звикли використовувати тільки найкраще обладнання, оптимально вибрати модель REMS МСГ-63FM. Паяльник зручний в роботі, так як прогрівається за короткий час, а зроблений ним зварювальний шов вважається найміцнішим і акуратним. Вартість такої моделі, звичайно, велика.

Зварювальний апарат для поліпропіленових труб REMS MSG 63 FM
Останніми в рейтингу стоять одноразові моделі. Який з агрегатів краще вибрати - неважливо. Низька вартість виробу дозволяє його використовувати для одного ремонту опалення або водопроводу в будинку, а потім просто викинути.
Інструмент для різання труб
Під час роботи з трубами потрібно не тільки обладнання для зварювання, а й ріжучий інструмент. поліпропіленові труби краще різати спеціальними ножицями.
Існує 3 види ножиць, які можна вибрати для різання труб товщиною до 42 мм:
Водопровідні та каналізаційні труби великого діаметра ріжуть спеціальним труборізом. Зріз виходить рівним і готовим до пайки. Гільйотина впорається з трубою діаметром до 350 мм.
У домашніх умовах питання, ніж різати поліпропіленові труби, у багатьох господарів не виникає. Їх ріжуть болгаркою, ножівкою по металу і навіть електролобзиком. Можна робити і так при відсутності ножиць, але вийшов зріз буде з великими задирками. Перед зварюванням їх доведеться ретельно зачищати, на що йде додатковий час.
Існуючі способи зварювання труб
Як вже з'ясували, щоб зварювати труби, необхідне спеціальне обладнання. Але, крім того, що їх можна варити при певній температурі нагріву, існує ще холодний спосіб з'єднання. Зараз настав час з'ясувати всі існуючі способи зварювання.
дифузний спосіб
Найнадійніший зварювальний шов виходить при дифузійної пайку. Метод застосуємо для з'єднання тільки однорідних матеріалів. Обладнання, що використовується - той же паяльник з насадками. Коли нагрів інструменту досягає заданих параметрів, відбувається розплавлення кромки труби і фітинга. При стикуванні поліпропілен обох заготовок змішується між собою і після застигання утворюється єдине ціле.

розтрубний спосіб
Аналогічне обладнання застосовується для розтрубного методу пайки. На паяльнику виставляється певна температура нагріву, і підбираються насадки по діаметру зварюються заготовок. Труби відрізають під прямим кутом, а в армованих виробах, наприклад для опалення, додатково видаляють металевий шар. Сполучаються кінці вставляють в насадки праски, де виставлена відповідна температура нагріву. Після плавлення кромки дві заготовки з'єднують між собою, не змінюючи їх положення до повного охолодження шва.
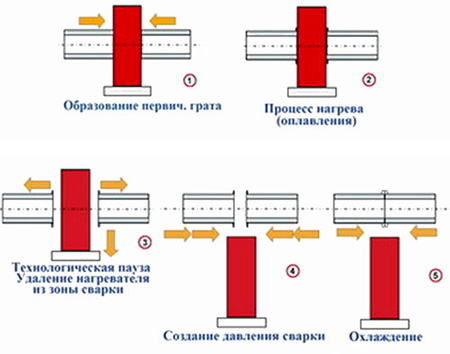
стикового спосіб
Метод стикового пайки застосуємо для труб великого діаметру. Паяльник обладнується рівним зварювальним дзеркалом. Коли досягається задана температура, дзеркало розплавляє відрізані під прямим кутом торці труби. Дві заготовки спеціальним механізмом притискають один до одного і дають їм час охолонути. Зварювальний шов знаходить механічну міцність за рахунок змішування поліпропілену обох заготовок і сильного притиснення розплавлених крайок.
Муфтової спосіб зварювання
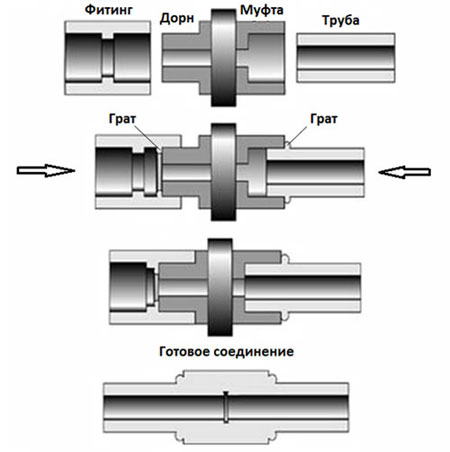
У цьому методі для зварювання двох кінців труб використовується спеціальне обладнання - електрофітінг. Всередину муфти вставляють два кінця труби, відрізаною під рівним кутом. З блоку живлення на електрофітінг подається напруга. Коли температура нагріву досягає оптимальних показників, заготовки зварюються між собою.
поліфузной спосіб
Цей метод аналогічний дифузному способу пайки. Відмінність полягає в тому, що паяльником гріють тільки одну з двох з'єднуються заготовок.
холодний спосіб
З'єднання поліпропіленових труб холодним способом застосуємо для домашніх трубопроводів з низьким робочим тиском. Пайка відбувається за рахунок клейового розчину. Їм обробляють край труби і внутрішню частину фітинга, після чого деталі з'єднують.

Як впливає температура паяльника на процес зварювання
Час і температура нагріву поліпропілену впливають на якість звареного стику. При дотриманні цих параметрів розплавлений поліпропілен набуває еластичність, сприяє якісній дифузії молекул. Зварені заготовки змінюють молекулярний рівень, утворюючи після охолодження міцний зв'язок.
Якщо не дотримуватися час і температуру нагрівання, вийде бракований стик:
- коли час або температура нагріву менше норми, дифузія відбувається не в повній мірі. Молекули деталей, що зварюються не встигають дійти до сполучених точок, і шов виходить слабким. Згодом стик руйнується, і в цьому місці з'являється текти;
- якщо час або температура більше норми, при стикуванні деталей відбудеться їх деформація. Крім некрасивого зовнішнього вигляду, розплавлений поліпропілен перекриє внутрішній отвір труби, зменшивши тим самим її перетин.
Щоб правильно варити поліпропіленові труби, важливо точно дотримуватися цих 2 параметра.
Як вибрати температуру і час нагрівання?
Паяти поліпропілен можна при температурі 255-265оС, але оптимальною вважається - 260оС. Такі параметри має будь-який паяльник без регулятора температури. Однак на якість пайки впливає температура зовнішнього середовища. У холодному приміщенні з тривалими перервами між пайкою температура насадки може відрізнятися в меншу сторону від заданої. Виходом буде збільшення часу прогріву на 1-2 секунди. Зворотна реакція відбувається всередині приміщення з підвищеною температурою. Щоб правильно виходило варити стик при будь-яких умовах, краще вибрати паяльник з регулятором температури.
Необхідно врахувати, що час нагрівання залежить від діаметра труби. Крім цього, важливо знати час з'єднання і охолодження стику. Для визначення всіх цих параметрів існує спеціальна таблиця. На її дані орієнтуються перед тим, як почати паяти поліпропіленові заготовки.

Температура зварювання поліпропіленових труб (таблиця).
Підготовка заготовок до пайки
Правильно дотримувана технологія зварювання поліпропіленових труб - це тільки 50% успіху. Перед тим як паяти заготовки, їх треба підготувати.
Інструкція досить проста і складається з декількох рекомендацій:
- Робота починається з виміру необхідної довжини труби з нанесенням розмітки розрізу. За нанесеним мітках гострими ножицями нарізають шматки труб. Для зручності черговості розташування, наприклад в системі опалення, їх можна помітити маркером, щоб не заплутатися.
- Краї армованих труб зачищають Швейер. Цим інструментом знімають верхній і металевий шар труби, інакше фольга з часом зруйнує місце пайки. Труби, армовані скловолокном, не вимагають зачистки.

- Краї труби і внутрішню сторону фітинга знежирюють спиртовим розчином і перевіряють на відсутність дефектів або забруднень. Маркером на трубі відзначають глибину її посадки всередину фітинга. Під час пайки дана мітка послужить обмежувачем.
Після підготовки всіх деталей можна включати паяльник і починати паяти трубопровід.
Інструкція по пайку
Будь-яка робота повинна починатися з пробного стику. Це допоможе правильно налаштувати паяльник і уникнути шлюбу на наступних сполуках.
Інструкція пайки не викличе труднощі навіть у початківця сантехніка:
- Починається сварка поліпропіленових труб своїми руками з установки насадок потрібного діаметру на паяльник. Після цього інструмент підключають до електромережі і чекають його нагрівання до температури 260оС, про що повідомить світловий індикатор. Зазвичай паяльник прогрівається за 5-8 хвилин.
- Край обох заготовок одночасно надягають на насадки і, орієнтуючись по таблиці, вичікують час прогріву заготовок. Потім їх знімають з насадок і рівно без поворотів вводять трубу всередину фітинга до обмежує позначки.
Згідно з тією ж таблиці готовому стику дають час природного охолодження, після чого з цією ділянкою труби можна продовжувати працювати. Зазвичай достатньо почекати 5-8 хвилин, а використовувати готовий трубопровід в системі опалення або водопроводу можна через 1 годину після пайки останнього стику.
Якщо точно дотримувалася інструкція і технологія, система опалення не дасть течі навіть при високих температурах, а стики водопроводу витримають високий тиск.
Як вибрати температуру і час нагрівання?